Blank Development Formula For Sheet Metal

Press Brake Allowance Chart Press Brake Allowance Chart Welding And Fabrication
Sheet Metal Design Guide Calculate Bending Allowance Accurately Bright Hub Engineering

How To Develop A Cone Cone Development Layout Technical Drawing Metal

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
Being Inventive Calculating Developed Length For Sheet Metal Bends Larger Than 90 Deg

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication

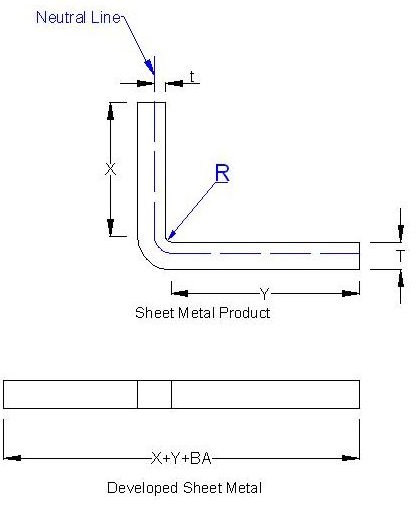
With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements.
Blank development formula for sheet metal.

Pin By Bernard Van Der Mescht On Development Sheet Metal Work Geometry Projects Geometric Construction

Pin By Elenita Dinamita On Soldadura In 2020 Sheet Metal Fabrication Sheet Metal Work Geometric Shapes Art

Transition Piece Development Sheet Metal Drawing Sheet Metal Fabrication Sheet Metal Work

Square Base Pyramid Sheet Metal Pattern Development Youtube
Source : pinterest.com
